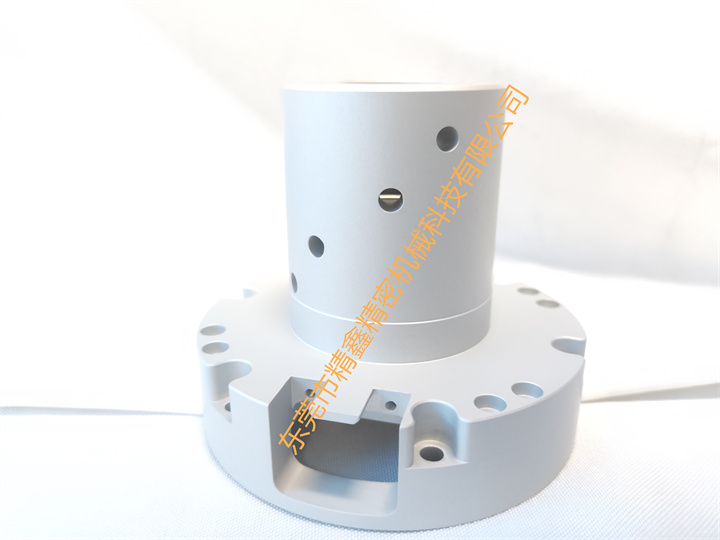
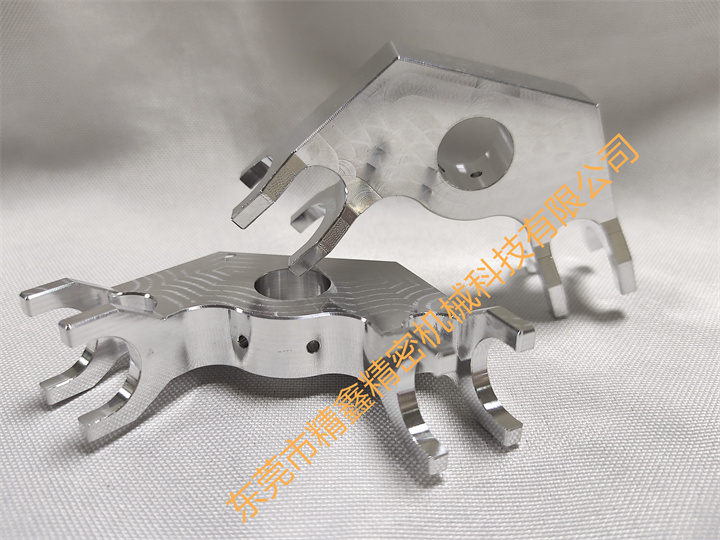
桂阳不规则零件小批量CNC四轴五轴联动加工(是真的!2023已更新)小批量钛合金不锈钢铝合金异形零件四轴五轴CNC加工
涡轮叶片的加工方法一种涡轮叶片的加工方法,包括以下步骤:步骤一,使用五轴强力磨床,用方盒子夹具,用方盒子夹具上的压紧螺钉压紧叶片毛坯的叶身部分,按中心线对称磨削方式磨出叶根端的榫齿;步骤二,在五轴铣,用齿块叶根端的榫齿,叶根端面贴紧夹具定位面,钻叶顶端的中心孔,支撑叶顶中心孔,采用高速铣削方式铣出叶身曲面。使用本发明的加工方法加工的涡轮叶片能够保证涡轮叶片的榫齿的对称性,以及每一片涡轮叶片的一致性,并且使废品率由10%约降低至1‰,同时由于缩短了加工工序从而提高了生产效率。涡轮叶片的加工方法增压器涡轮叶片的加工方法,尤其涉及一种涡轮叶片毛坯为棒料时加工涡轮叶片的方法。涡轮叶片是构成增压器旋转轴的一组非常核心的旋转零件,并通过柴油机废气推动涡轮叶片方式使整个增压器运转,且旋转速度非常高。因此,涡轮叶片的结构复杂且对其加工精度要求相当高。如果加工方法不合理,就会导致制造出来的叶片精度达不到设计要求,引起旋转时不平衡量超差,降低增压器效率,缩短使用寿命,客户抱怨等问题出现。目前市场需求对增压器质量要求也日益不断提高。

因此,考虑改进涡轮叶片的加工方法是必须和必要的。传统的涡轮叶片的加工方法,包括以下步骤:步骤一,用方盒子夹具,方盒子夹具上的压紧螺钉压紧叶片毛坯叶片,通过翻盒子面,采用对称磨削方式磨出叶根端的榫齿。步骤二,用夹具固定叶根端的榫齿,支撑叶顶V型槽,在普通铣通过多道工序除去叶片内腹和背腹大部分涡轮叶片毛坯余量及清除叶身根部余量。步骤三,用液压夹具固定叶片叶根端的榫齿,支撑叶顶V型槽,在仿形铣精铣叶片内腹和背腹。步骤四,通过人工在砂轮机上按照样板抛磨修出叶身背腹和内腹曲面。这种制造工艺方法看似简单,对设备和人员要求不高,但缺点也是显而易见的。在步骤一中,用翻盒子面的磨削方式磨对称叶根端的榫齿型线,两次装夹,很可能因装夹误差导致叶根端的榫齿型线不对称或错位;在步骤二中,在普通铣工序太多且多次装夹去除余量,容易引起叶身变形;在步骤三中,叶片变形后再做精铣,定位基准已偏移,铣出的叶身曲面相对于叶根基准也发生偏移,且仿形铣方式本身铣出的精度也不高,会给手工抛磨带来不均匀的余量;在步骤四中,叶身曲面形状靠手工抛磨,样板对比,主观判断来保证质量,每片涡轮叶片之间差异很大。通过传统方法加工得到的涡轮叶片存在以下不足:1.每片涡轮叶片之间质量差异大,给装配和动平衡带来很烦;2.涡轮叶片废品率较高,大约为10% ;3.涡轮叶片叶身曲面与叶根端的榫齿相对轮廓度超差,在装配后造成叶珊面积不均匀,降低增压效率。因此,实际证明,采用传统的制造工艺方法,达不到涡轮叶片的质量要求,也满足不了日益提高的市场需求。

为了解决传统涡轮叶片的加工方法工序太多、流程过长、产品制造不稳定、高废品率高的不足,本发明提供一种涡轮叶片的加工方法,保证涡轮叶片的质量,降低废品率,缩短工序,提闻生广效率。本发明的目的通过以下技术方案来实现:涡轮叶片的加工方法,包括以下步骤:步骤一,在五轴强力磨,用方盒子夹具上的压紧螺钉压紧叶片毛坯的叶身部分,按中心线对称磨削方式磨出叶根端的榫齿;步骤二,在五轴铣,用齿块叶根端的榫齿,叶根端面贴紧夹具定位面,钻叶顶端的中心孔,支撑叶顶中心孔,铣出叶身曲面。进一步,步骤一的磨削在五轴强力磨进行,磨削过程中,不需要翻动方盒子夹具,机床轴旋转180°,将涡轮叶片榫齿对称磨削成型。一次性装夹、对称磨削叶片榫齿,保证了榫齿的对称性,提高了产品质量和精度,也为下道工序可靠的基准奠定了基础。进一步,步骤二的铣削加工在五轴铣进行,且采用高速铣削方式铣出叶身曲面。一次装夹,采用高速铣削方式铣出叶身曲面,避免了叶身变形,保证了每片叶片之间的一致性。
同时,目前车削复合五轴多轴加工零件大多具有在线检测功能,可以实现对生产过程关键数据的现场检测和精度控制,从而提高产品的加工精度;高强度整体床的设计提高了切削数据重力加工的难度;专业五轴多轴加工零件设有主动送料装置,可实现主动送料继续,实现单机床流水线操作。立式加工零件是指主轴处于立式状态的加工零件。五轴多轴加工零件结构多为固定柱。

加工同一批零件,在同一加工条件下使用同一刀具和加工程序,使用同一刀具和加工程序,刀具轨迹完全相同,零件一致性好,质量稳定。近年,国际、国内机床展览会表明,数控机床正向高速、高精度、复合型方向发展。复合加工的目标是在一台机一次装夹完成大部分或全部的切削加工,以保证工件的位置精度,提高加工效率。为了适应多面体和曲面的加工。

回转摆幅机床的旋转轴是通过回转摆主轴来实现的。两种风格都有各自独特的优势。例如,双旋转工作台机器的垂直利用空间较大,因为旋转摆锤所占用的空间不需要补偿。另一方面,专业五轴多轴加工零件旋转和振动的机器可以支撑较重的部件,因为工作表面总是水平的。机床不能回到原点:机床卡住了。开关触点不良原信号源故障;解决方法是清理轨道异物(断电操作);